






Mūsu dubultsienu gofrēto cauruļu mašīnu var izmantot vairākiem mērķiem.Tas var izgatavot vienas sienas gofrētas caurules, dubultsienu gofrētas caurules, dubultsienu perforētas gofrētas caurules, tuneļa pretkristalizācijas ūdens noplūdes žalūzijas, iekštelpu apdares svaiga gaisa vadus un bambusa caurules.Mēs varam mainīt veidni.Tīri labi
Svaiga gaisa vads, PE speciāla gofrēta caurule gaisa maiņai, vēja kaste, ventilācijas šļūtene, atbalsta ventilācijas caurule
Svaiga gaisa sistēma gofrēta caurule 75/110PE caurule dubultsienu plastmasas caurule svaiga gaisa kanāls gaisa kondicionēšanas ventilācijas šļūtene
Svaiga gaisa sistēma divslāņu gofrētā caurule svaiga gaisa kanāls PE caurule 75, 110, 160

PE caurule 75 gaisa vadu izplūdes šļūtene PE caurule svaigā gaisa sistēma dubultsienu gofrētā šļūtene
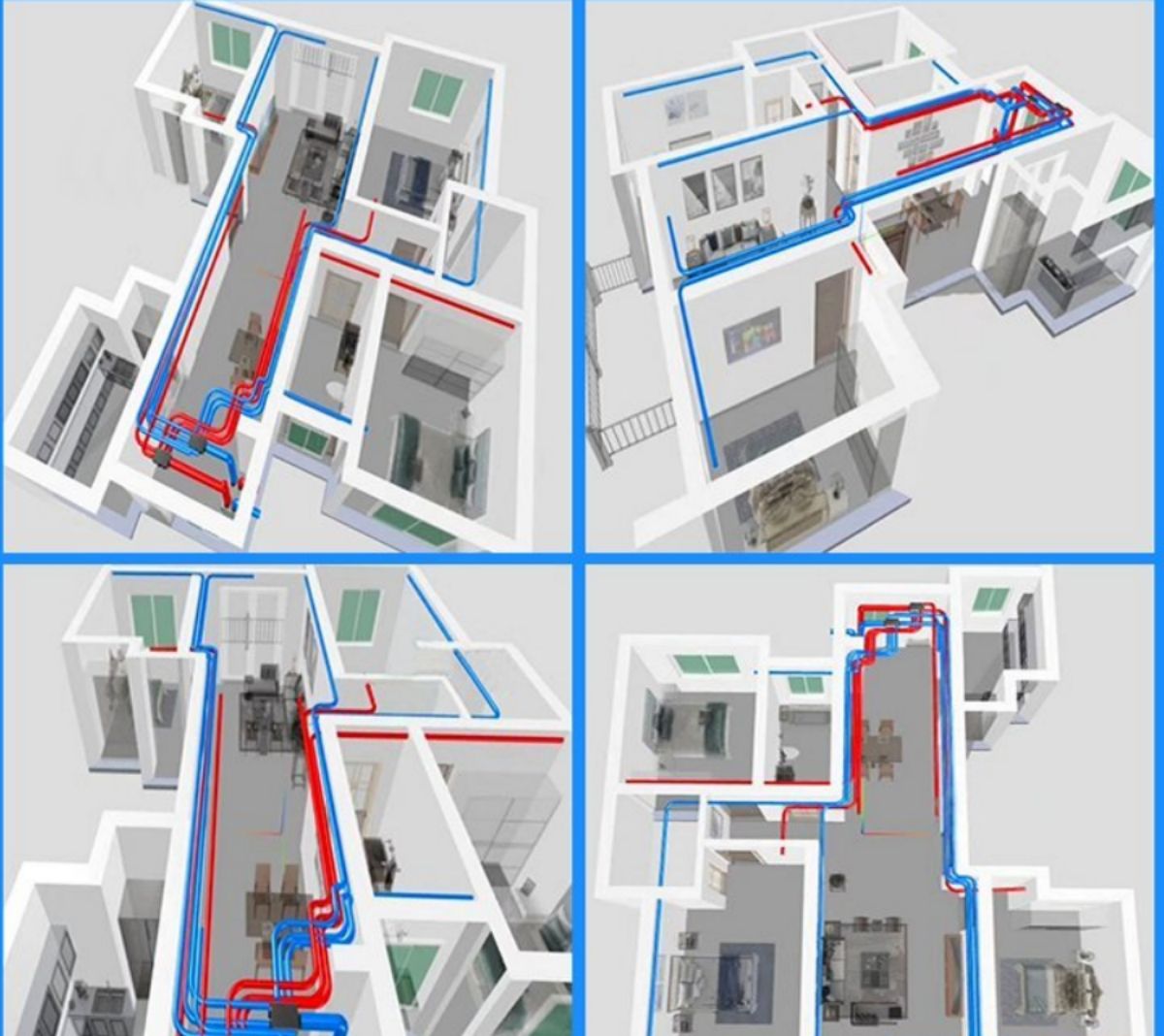
Svaiga gaisa sistēma ir balstīta uz speciāla aprīkojuma izmantošanu slēgtas telpas vienā pusē, lai svaigu gaisu iepludinātu telpā un pēc tam izvadītu to ārā caur speciālu aprīkojumu otrā pusē.Iekštelpās tiks veidots "svaiga gaisa/plūsmas lauks", lai apmierinātu iekštelpu svaigā gaisa vajadzības.Īstenošanas plāns ir izmantot augsta vēja spiediena un lielas plūsmas ventilatorus, paļauties uz mašīnām, kas pievada gaisu no vienas puses uz telpu, un izmantot īpaši izstrādātu izplūdes ventilatoru, lai to izvadītu uz āru no otras puses, lai piespiestu veidoties svaiga gaisa/plūsmas lauks sistēmā.Piegādājot gaisu, telpā ienākošais gaiss tiek filtrēts, piesātināts ar skābekli un iepriekš uzsildīts (ziemā).

Jaunā gaisa vadu iekārta sastāv no: ārsienas pamatnes + iekšējās sienas saimnieks + mašīnas galva + veidne + formēšanas mašīna + tinuma mašīna
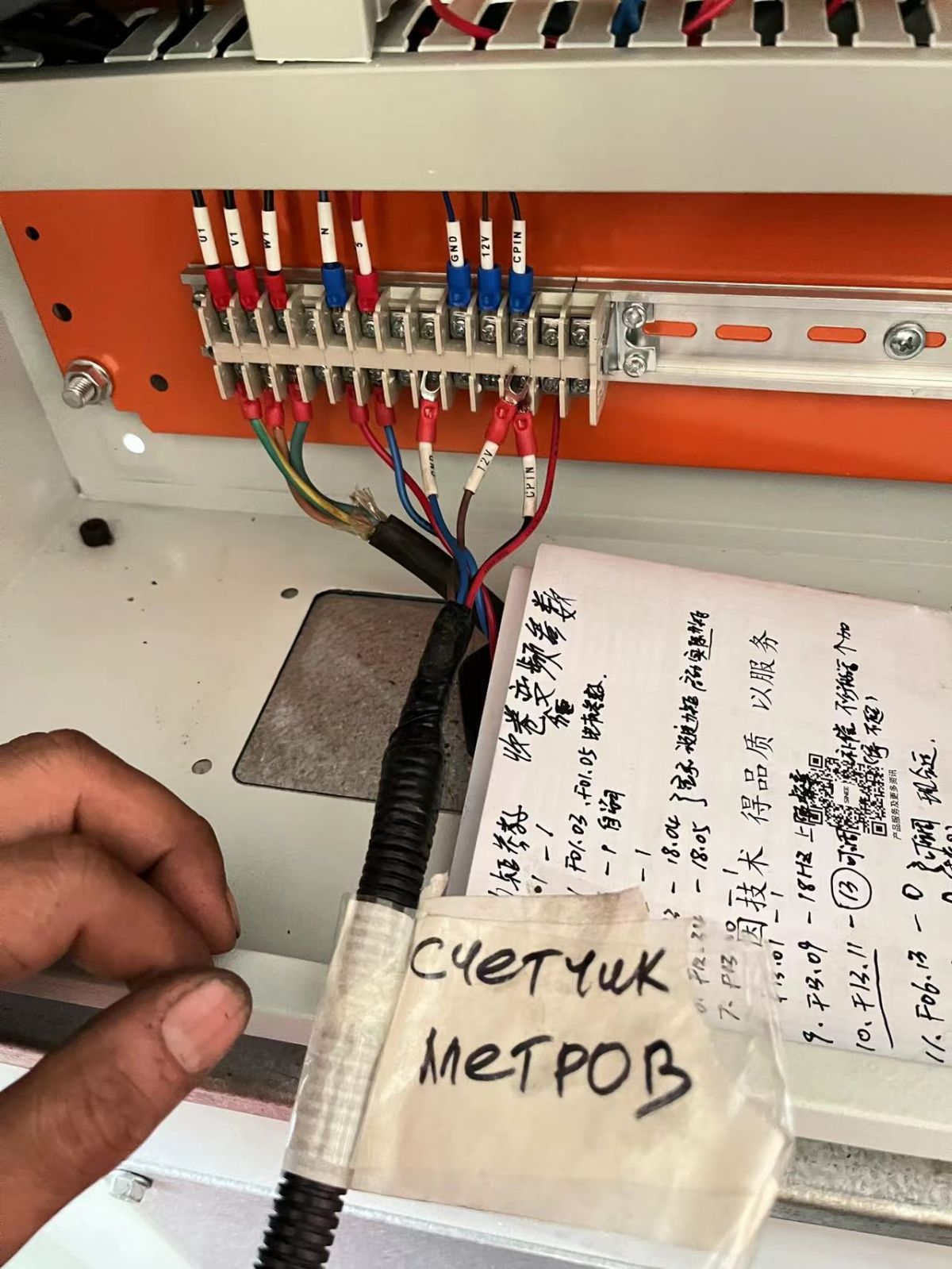
Klientiem ieteicams veikt vispārēju zemējumu un izveidot 6 metrus garu vara vadu, lai savienotu visas mašīnas un vienlaikus tās iezemētu.Formēšanas mašīna un tinuma mašīna ir 380 V.Kopējā uzstādītā jauda ir 65 kilovati, un faktiskā produkcija ir 25 kilovati (25 kilovatstundas).
Ieteicams, lai attālums starp formēšanas mašīnu un tinumu mašīnu būtu 6 metri
Attālums no ārējās sienas turētāja līdz formēšanas iekārtai ir 825 mm, un attālums no iekšējās sienas korpusa līdz formēšanas iekārtai ir 785 mm.
Kad mēs izstrādājām vienas sienas gofrētu cauruli, mēs tikko izslēdzām iekšējās sienas ekstrūderi.
Varat arī pievienot stieples padevēju tērauda stieplēm, lai izveidotu gofrētu cauruli strāvas vadiem.Dzelzs stieples caurums ir jāizurbj veidnē.Dzelzs stieples diametrs nedrīkst pārsniegt 1,0 mm.Arī izmantotā ūdens jaka jāmaina uz dobu divslāņu.


Ekstrūderis tiek uzkarsēts līdz 200-220 grādiem 1,5-2 stundas atkarībā no materiāla kvalitātes.Iekārtas galvas četri un pieci apgabali ir rezerves apgabali.Kad temperatūra sasniedz temperatūru, pēc tam, kad galvenā veidne un formēšanas mašīna ir atradušas līdzsvaru, darbgalda rāmja līmenis ir Lai pārliecinātos, ka tas ir precīzs, novietojiet līmeni uz veidnes, lai to izlīdzinātu.Pēc izlīdzināšanas noteikti pievelciet 12 skrūves veidnes kreisajā un labajā pusē.Ja tas nav izlīdzināts, materiāls neiznāks un mašīnas galva berzīsies pret veidni.Formēšanas mašīnā ir uz augšu, uz leju, pa kreisi un pa labi regulēšanas skrūves.
Līmeņojot, jums ir jānodrošina, lai pēc iepriekšējas uzsildīšanas visprecīzāk būtu izspiest nedaudz materiāla un pēc tam atrast līdzsvaru.
Noregulējiet ārējās sienas novirzi un pēc tam izmantojiet lielu skrūvju apli uz mašīnas galvas apsildes jostas.Kura ārsienas puse ir biezāka, kura ciešāka un kura brīvāka;noregulējiet iekšējās sienas izlieci, un tad uz matricas ir 4 mazas skrūves, kura puse ir plānāka?Iekšējā siena un ārējā siena atrodas pretī.

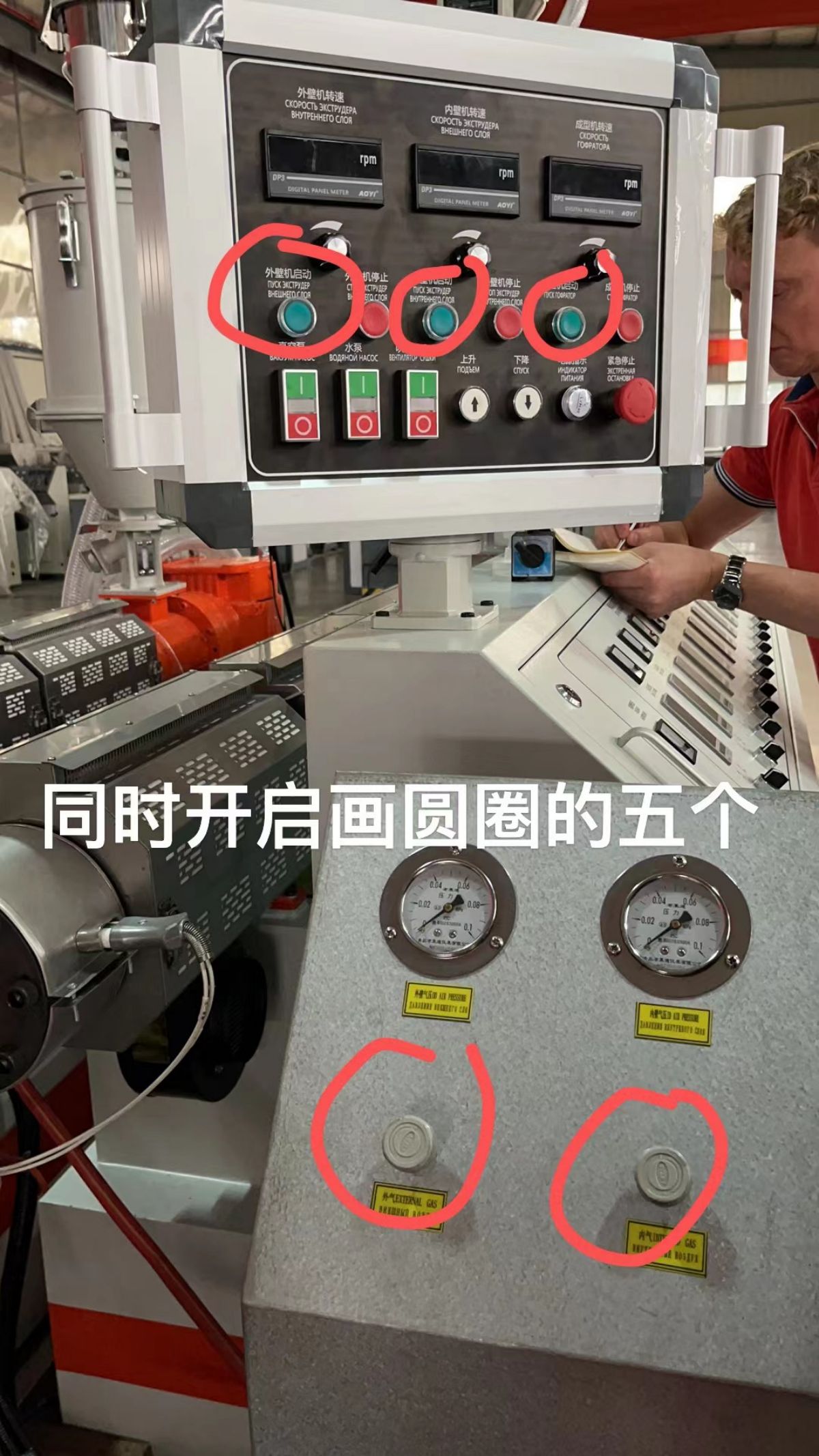
Iedarbiniet trīs zaļās pogas (ārsiena, iekšējā siena un formēšanas mašīna uz konsoles kastes).Ārējās sienas mašīnas ātrums sākas ar 272 — normāla darbība ir 290 apgr./min., iekšējās sienas mašīnas ātrums ir 265 — normāla darbība ir 214 apgr./min., formēšanas mašīnas ātrums ir 614 apgr./min, un formēšanas mašīnas ātrums tiek paātrināts turpmākās ražošanas laikā.704RPM, saimniekstrāva rāda 16A, kas padara sienas biezumu plānāku.Veicot jaunu gaisa vadu, iekšējā siena nedrīkst būt pārāk bieza, pretējā gadījumā iekšējā siena nebūs ar labu izliekumu.

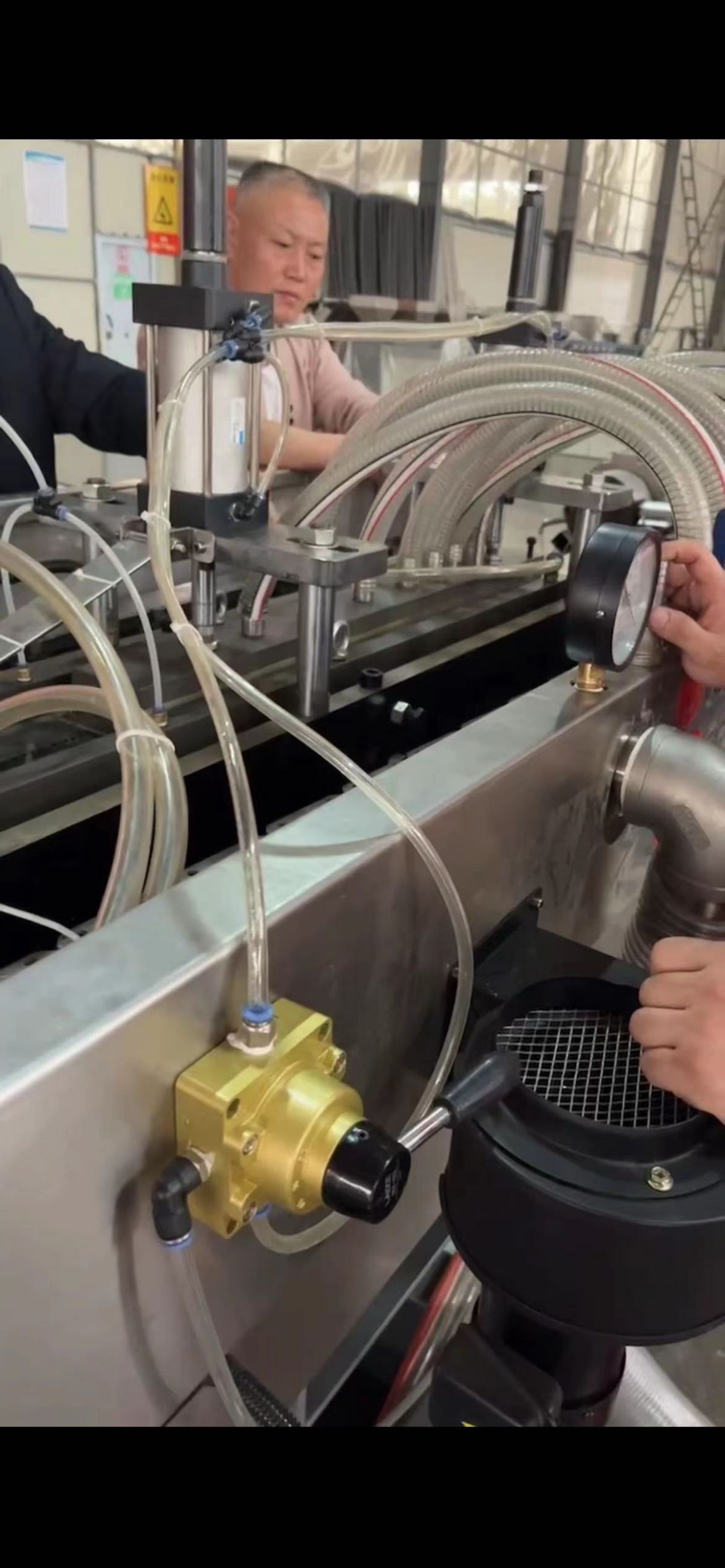
Vienlaicīgi ieslēdzot gaisa spiedienu uz iekšējām un ārējām sienām, iekšējam spiedienam ieteicams būt no 0,02 līdz 0,04, un ārējais spiediens ir līdzīgs.Atrodiet līdzsvara punktu.Gaisa sūkņa caurulei jābūt biezākai, lai nodrošinātu stabilu gaisa spiedienu.Iekšējiem un ārējiem gaisa spiediena mērītājiem jābūt stabiliem un nedrīkst svārstīties., pretējā gadījumā tas ietekmēs viļņu virsotni.Ja ārējā siena ir plāna, vakuuma sistēma nav jāizmanto.
15kW gaisa kompresors var darbināt 4 līnijas.Ieteicams izmantot 40 mm diametra gaisa cauruli, 0,5-0,6 MPA.Iekšējās sienas spiediens ir lielāks par ārējās sienas spiedienu, un iekšējais gaiss ir lielāks par ārējo gaisu, jo uz iekšējās sienas ir R leņķis.Iedarbināšanas laikā pārbaudiet darba strāvu.Invertors ir ieslēgts un tiek parādīta strāva, 50% 7042 un 50% 5502, iekšējā siena ir 5 kg, ārējā siena ir 12 kg, un ārējā siena ir 2 līdz 3 reizes lielāka par iekšējo sienu.
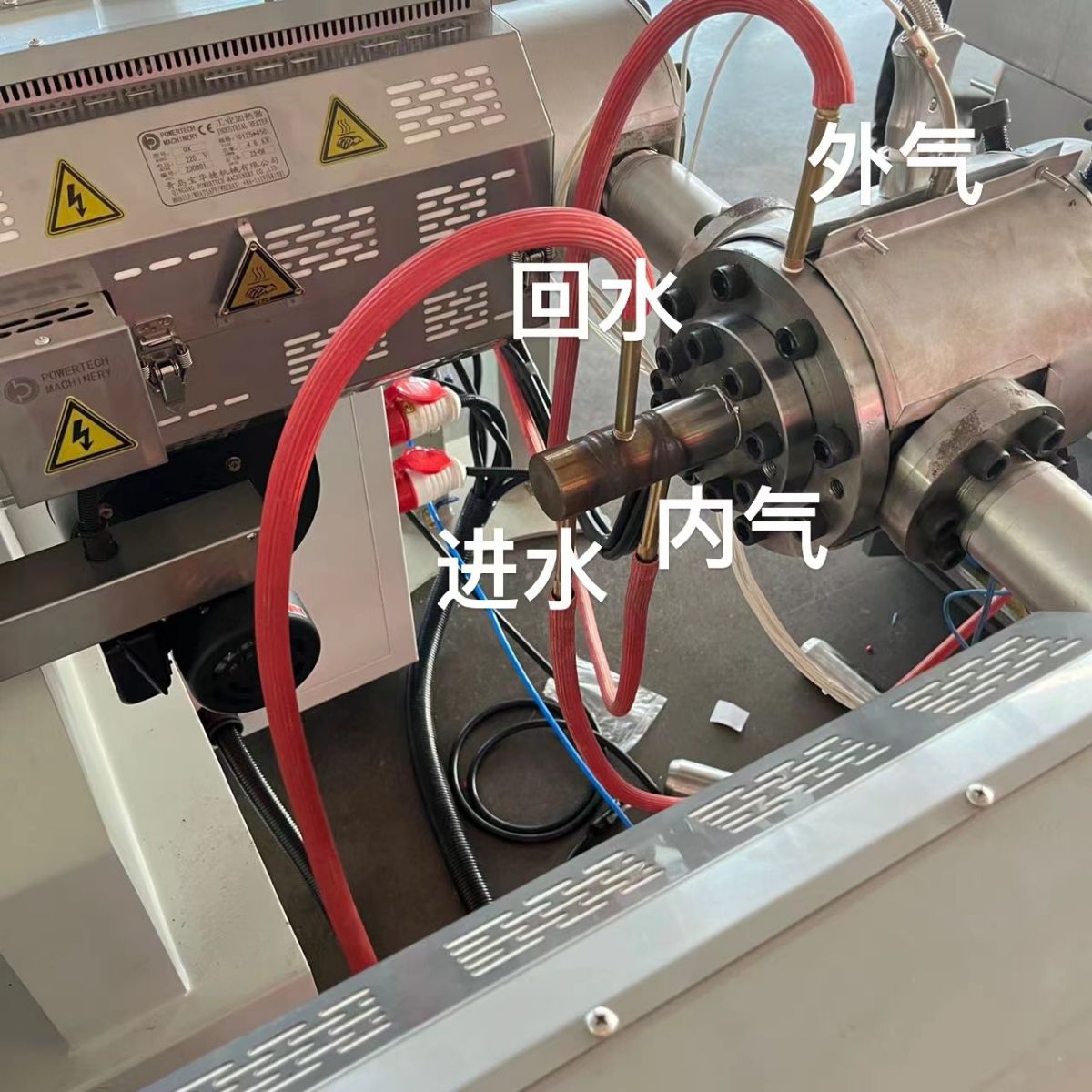
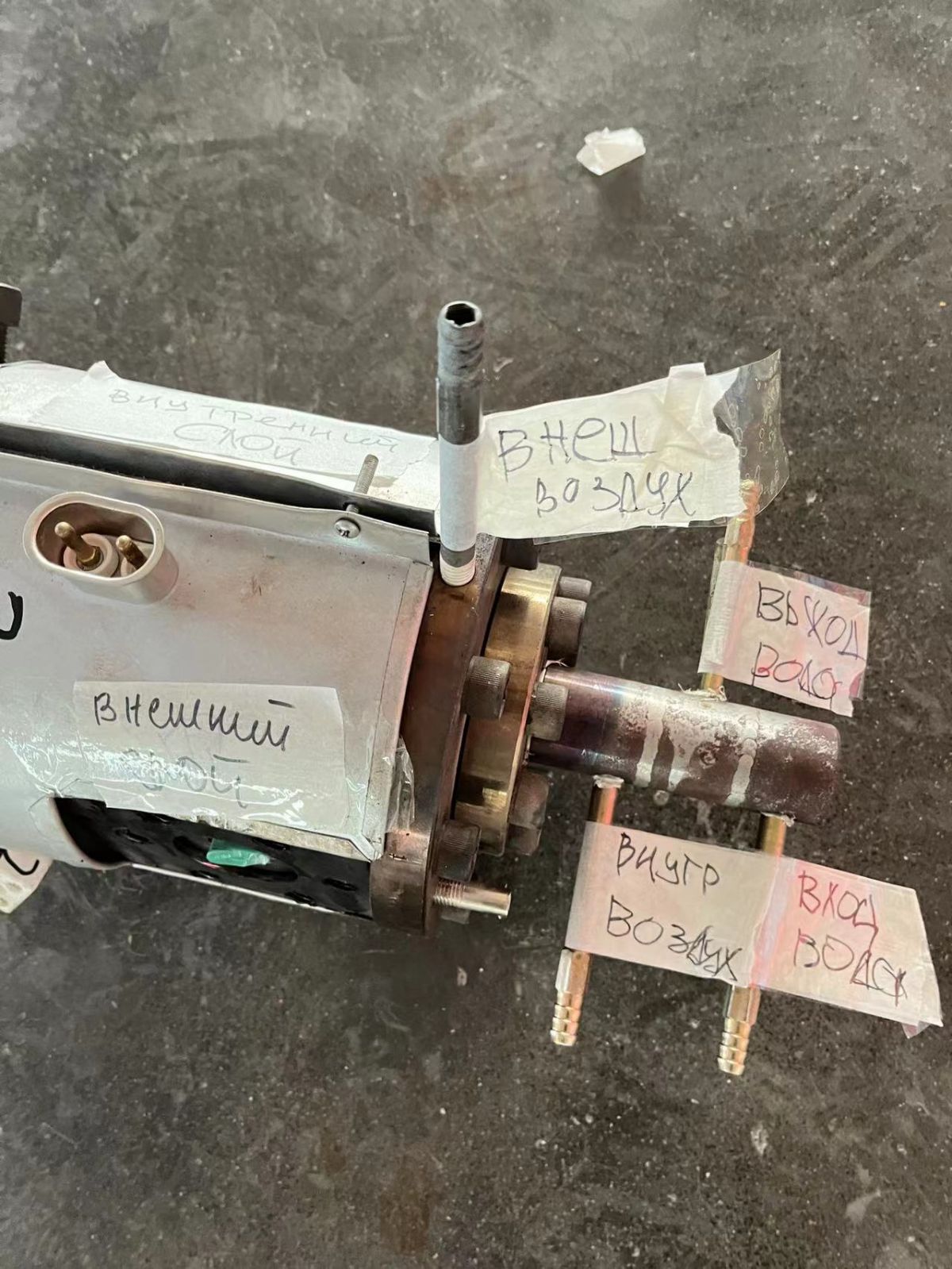
No kreisās puses uz labo uz veidnes serdes stieņa pie veidnes mutes ir ārējais gaiss, ārējā siena, iekšējais gaiss un iekšējā siena.
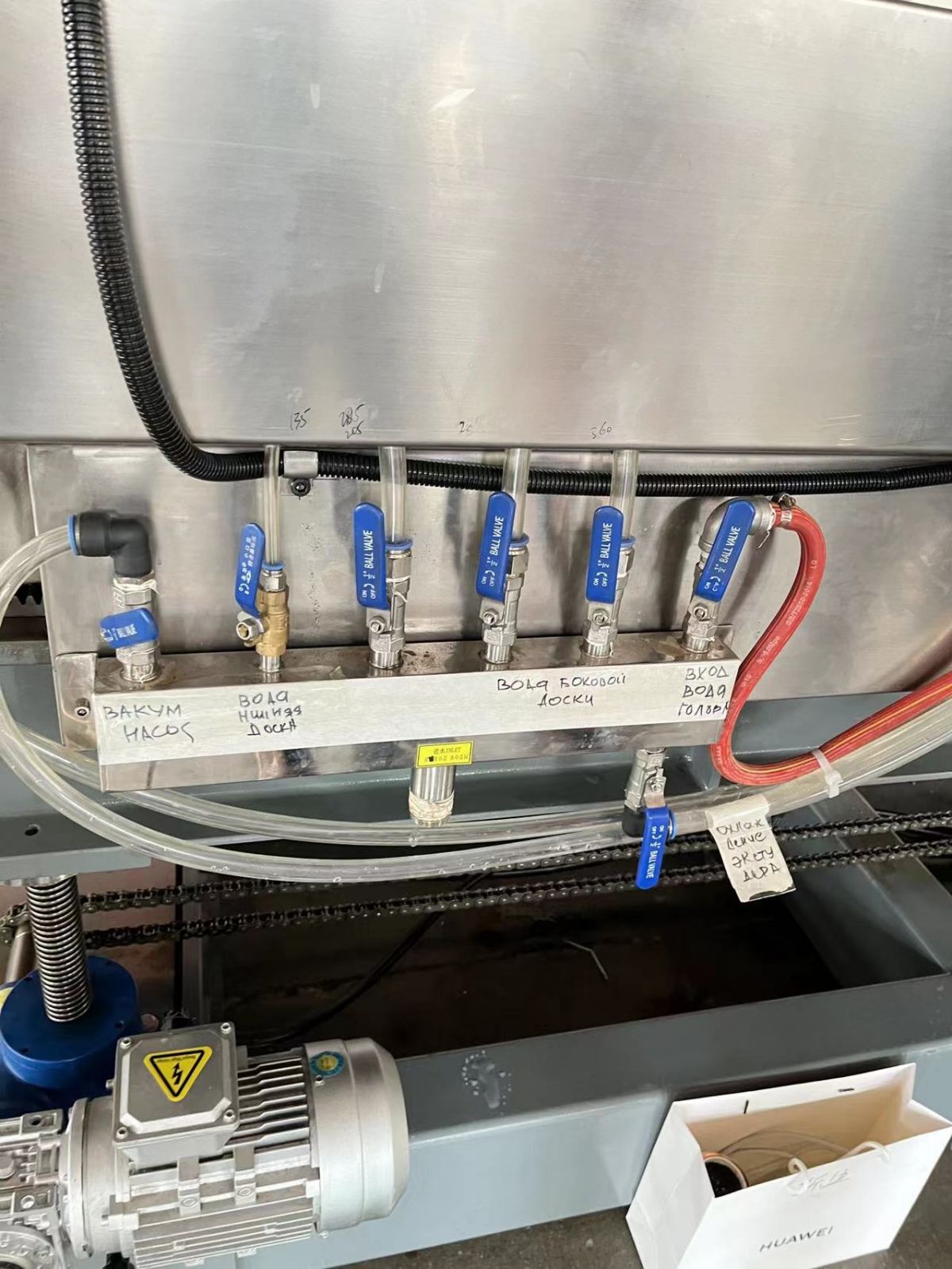
Atveriet dažādus formēšanas mašīnas ūdens kanālus
Veidošanas mašīnas vakuuma mērītājs ir aptuveni 0,08.Tūlīt pa labi ir vakuuma mērītāja spiediena samazināšanas vārsts.

Ja ūdens apvalka zaļais blīvgredzens ir salauzts, tas iztecēs.Bieži pārbaudiet un nomainiet to.
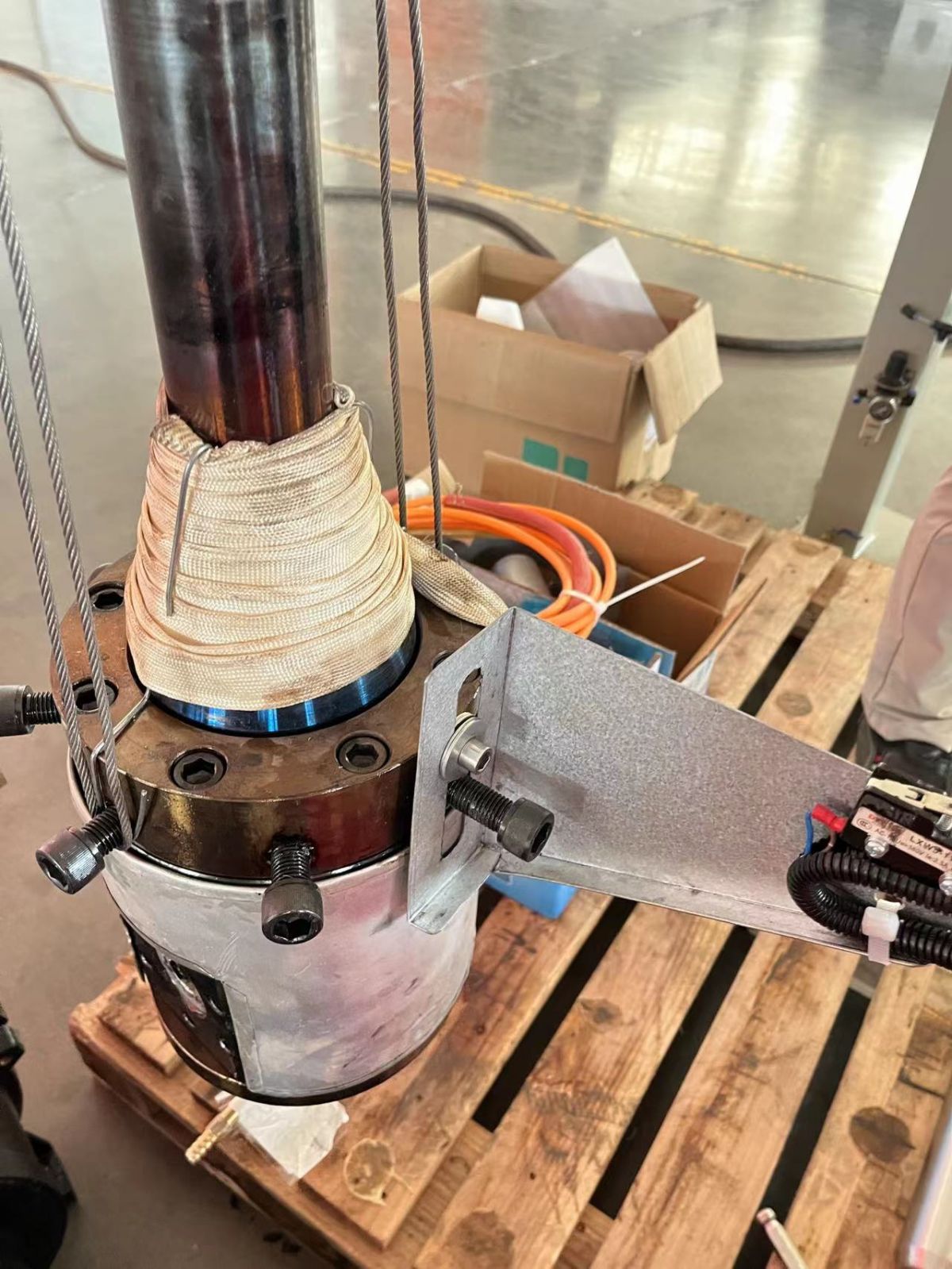
Pēc ūdens apvalka pagriešanas, laicīgi atveriet ūdens apvalka vārstu formēšanas mašīnas pašā labajā pusē ar atvērtu virzienu uz augšu un uz leju, lai ūdens apvalka O veida gredzens netiktu sadedzināts no iekārtas galvas siltuma. .
Uzstādot ūdens apvalku, pievelciet to un nedaudz pagrieziet atpakaļ.Mērķis ir ļaut ūdens apvalkam dabiski izlīdzināties uz augšu, uz leju, pa kreisi un pa labi.Kad formēšanas mašīna tuvojas ūdens apvalkam, turiet ūdens apvalku uz augšu.
Ārējās sienas matricai jābūt saskaņotai ar presēšanas cilindra pozīciju ar attālumu 345 mm (kā parādīts attēlā)

Izgatavojot ūdens tvertni, jums ir jābūt filtram un jāizmanto tīrs ūdens.Ūdens ar katlakmeni bloķēs ūdens apvalku un ūdens sūkni.


Izslēgšanas soļi:
Vispirms apturiet galveno mašīnu, ārējās sienas un iekšējās sienas galvenās mašīnas, pagaidiet, līdz materiāls izplūst, pēc tam apturiet formēšanas mašīnu un nekavējoties noņemiet ūdens apvalku.Ūdens apvalks ir auksts, un to var pagriezt tieši ar roku, un pēc tam aizveriet elektrības skapja galveno pogu (horizontāli horizontāli).Barošana ir izslēgta kreisajā un labajā virzienā, un barošana ir ieslēgta virzienā uz augšu un uz leju).Pirms nākamās mašīnas iedarbināšanas noteikti vispirms uzsildiet mašīnas galvas vītnes serdi, pretējā gadījumā materiāls iekšpusē sacietēs.Ja tas nav uzkarsēts, tas viegli pārsprāgs.
Vakuuma sūkni var izmantot dzesētājam, bet ūdens sūknis nav nepieciešams.Tas ir tikai rezervēts.
Klientiem ieteicams veikt vispārēju zemējumu un izveidot 6 metrus garu vara vadu, lai savienotu visas mašīnas un vienlaikus tās iezemētu.Formēšanas mašīna un tinuma mašīna ir 380 V.Kopējā uzstādītā jauda ir 65 kilovati, un faktiskā produkcija ir 25 kilovati (25 kilovatstundas).
Mainot veidni, pacelšanas poga, 70KG spiediena plāksne

Izlikšanas laiks: 16. oktobris 2023